3D-Druck Service seit über 10 Jahren
Mit Leidenschaft, Knowhow und jahrelanger Erfahrung im Bereich 3D-Druck gelingt es uns höchste Qualität, schnelle und termintreue Lieferungen sowie professionelle Projektberatung an zu bieten. In Partnerschaftlicher Zusammenarbeit versteht sich Galliker 3D-Druck als stabiler und fairer Partner.
Qualitätshinweise
Die Druckqualität und Stabilität von 3D-Objekten hängen von zentralen Einstellungen ab. Mit einem Standardfüllgrad von 23 % bieten wir eine optimale Balance zwischen Stabilität und Druckzeit. Verschiedene Füllarten wie Wiggle oder Wabenstruktur passen sich flexibel dem Anwendungszweck an. Für glatte Oberflächen und Präzision verwenden wir eine Schichtdicke von 0,16 mm und garantieren Maßtoleranzen von ± 0,5 %. Die Dateiqualität des 3D-Modells ist ebenfalls entscheidend – präzise Exporteinstellungen sorgen für beste Resultate.

Hier ein Vergleich anhand von Beispielen (jedes Quadrat misst 50 x 50 mm):
- Links: 23 % Füllgrad (Standard)
- Mitte: 15 % Füllgrad
- Rechts: 5 % Füllgrad
Füllgrad
Bei 3D-Druckobjekten kann der Füllgrad individuell in Prozent festgelegt werden. Dieser Wert beeinflusst entscheidend die Stabilität und Druckzeit eines Modells. Ein höherer Füllgrad bedeutet mehr Materialeinsatz und verlängert die Druckzeit, jedoch wird das Objekt dadurch deutlich stabiler und langlebiger, da es besser gegenüber mechanischen Belastungen und äußeren Einflüssen gewappnet ist.
Unsere Standardteile werden mit einem Füllgrad von 23 % gefertigt, da dieser Wert in unserer Erfahrung das optimale Verhältnis von Stabilität, Materialeffizienz und Druckzeit bietet. Diese Einstellung gewährleistet eine solide Grundstabilität ohne unnötigen Materialverbrauch oder verlängerte Druckzeiten. Diese anschauliche Darstellung zeigt die Unterschiede in Struktur und Festigkeit bei variierenden Füllgraden.
Füllart
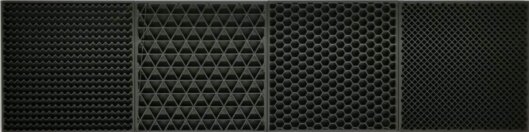
Je nach Anwendungszweck können Objekte mit verschiedenen Füllarten versehen werden, um Gewicht, Stabilität und Materialverbrauch zu optimieren. In einem Beispiel (50x50 mm, 23 % Füllgrad) lassen sich vier Füllarten unterscheiden:
- Wiggle (links): Wellenförmige Struktur für Flexibilität und Stoßfestigkeit.
- Dreieck (mitte links): Stabiler, gitterartiger Aufbau für hohe Belastungen.
- Waben (mitte rechts): Hexagonale Form für geringes Gewicht und gute Festigkeit, ideal für leichte, tragfähige Bauteile.
- Rechteck (rechts, Standard): Einfache parallele Linien, geeignet für allgemeine Anwendungen mit moderater Stabilität
Die Wahl der Füllart hängt von den spezifischen Anforderungen an das Bauteil ab.



Stützen und Abdrücke
Objekte welche Überhänge oder schräge Kanten >45 Grad haben, müssen grundsätzlich unterstütz werden. Dabei wird eine weniger Stabile Säule im Zickzackmuster gedruckt, welche nach dem Druck entfernt werden kann. Überall wo die Stütze kontakt mit dem Bauteil hat, gibt es eine leicht raue Oberfläche.
Schichtdicken und Oberflächenrauheit
Jedes Objekt wird Schichtweise aufgebaut. Entscheidend für eine schöne Oberfläche aber auch für die Druckzeit ist die sogenannte Schichtdicke der einzelnen Druckschichten.
Standardwert: 0.16mm (Mass x) pro Druckschicht
Oberflächenrauheiten
Seiten: ca. Ra 15-20
Boden: ca. Ra 20-25
Deckschicht eben: ca. Ra 5








Masstoleranzen
Beim FDM Druckverfahren wird ein Kunststoff (meist PLA oder ABS) erhitzt, extrudiert und wieder abgekühlt. Bei diesem Prozess Schrumpft das Material etwas zusammen (ca. 2% beim PLA und ca. 8% beim ABS). Mit diversen Maschinenparametern wird dieser Schrumpffaktor so gut es geht korrigiert. Dennoch können je nach Luftfeuchtigkeit und Wärme diese Grundwerte etwas Variieren. Daher bleibt eine Masstoleranz von ± 0,5% mit einer unteren Grenze von ± 0,5mm bestehen.
Die oben genannten Werte sind Standardtoleranzen. Falls Sie ein Projekt haben, welches genauere Toleranzen aufweisen soll, kontaktieren Sie uns und teilen Sie dies uns mit.
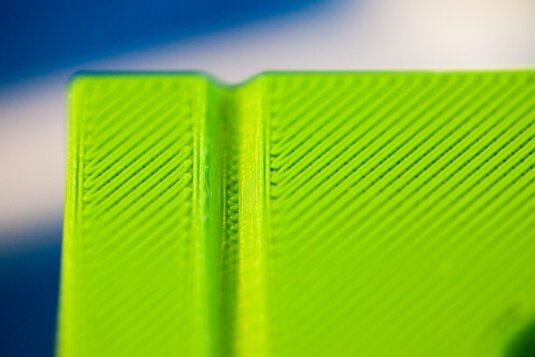
Anschnitt
Ähnlich wie bei einer Fräsmaschine oder einer Laserschneidmaschine gibt es pro Schicht immer einen Anschnitt. Am Ende jeder Schicht wird das Material wieder zurückgezogen um bei Leerfahrten kein Material zu verlieren. Bei der nächsten Schicht wird anschliessend wieder Material eingeschoben. Dabei entsteht ein Leicht Sichtbaren Butzen. Es empfiehlt sich der Anschnitt an Stellen zu definieren wo beim fertigen Teil nicht sichtbar sind.

Boden und Decke
Jeder Druck entsteht durch das Aufbringen von Schichten, die von der Bodenfläche aus nach oben aufgebaut werden. Die erste Schicht, die direkt auf dem Boden liegt, weist eine spezielle Haftstelle auf, die für eine stabile Verbindung sorgt. Diese erste Schicht hat eine höhere Rauheit, typischerweise mit einem Rauheitswert von etwa Ra 20 bis 30, was sie relativ grob macht. Diese höhere Rauheit unterstützt die Haftung auf der Druckplatte, wodurch der Druck stabil und sicher aufgebaut wird.
Die letzte Schicht, die die Oberseite des gedruckten Objekts bildet, weist dadurch eine wesentlich geringere Rauheit auf. Diese Schicht erreicht typischerweise eine Rauheit von etwa Ra 2 bis 5, was eine fast glatte, feinere Oberfläche zur Folge hat. Dieser Prozess der Rauheitsverringerung von der Basis bis zur Oberseite sorgt für eine hochwertige Endoberfläche des Druckteils.
Datenqualität
Die Qualität des 3D-Modelles ist der Ursprung der Qualität des fertig gedruckten Teils. Daher empfiehlt es sich die Export Einstellungen korrekt zu wählen.

Kontaktiere uns
Haben Sie Fragen und / oder wünschen ein individuelles Angebot?
Nutzen Sie unser Kontaktofrmular - wir melden uns schnellstmöglich bei Ihnen.